倒角程序怎么编
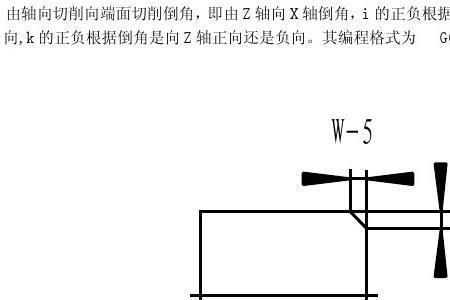
方法一:可以用基础指令G01完成倒角,先让刀具移动到倒角的起点,然后用下面的指令。G01 X Z FX、Z为倒角终点的坐标值,F为进给量。
方法二:用直接图纸编程的方法。如果是45°倒角,用下面的格式即可。G01 X Z C F其中的X、Z为未倒角时程序终点的坐标,C为倒角大小。
如果不是45°倒角,可以用下面的格式加工,G01 X Z A F其中的X、Z为未倒角时程序终点的坐标,A为倒角线段与Z轴正方向的夹角。
原创 | 2022-12-06 11:57:12 |浏览:1.6万
倒角程序怎么编
方法一:可以用基础指令G01完成倒角,先让刀具移动到倒角的起点,然后用下面的指令。G01 X Z FX、Z为倒角终点的坐标值,F为进给量。
方法二:用直接图纸编程的方法。如果是45°倒角,用下面的格式即可。G01 X Z C F其中的X、Z为未倒角时程序终点的坐标,C为倒角大小。
如果不是45°倒角,可以用下面的格式加工,G01 X Z A F其中的X、Z为未倒角时程序终点的坐标,A为倒角线段与Z轴正方向的夹角。


Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com