首先将功能键打在手动状态,然后将弹性夹头中丝锥松开,将主轴手动退岀,取下主轴上丝锥弹性夹头刀柄,再将零件中中断的丝锥拧出,并捡查螺纹孔状态。更换丝锥并更改刀补。
将丝锥刀柄手动装入主轴,G53座标z轴退100安全距离。
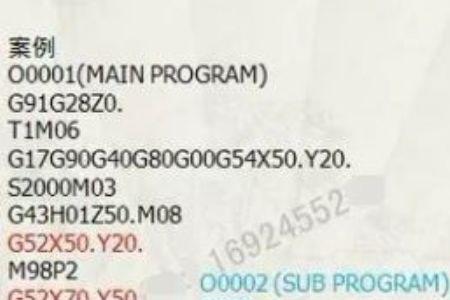
程序光标移动至丝锥刀号单段加工至中断孔后面一孔取消G53z座标100安全距离正常加工至该刀完成。中断孔用手动攻丝完成

原创 | 2022-12-05 20:58:00 |浏览:1.6万
首先将功能键打在手动状态,然后将弹性夹头中丝锥松开,将主轴手动退岀,取下主轴上丝锥弹性夹头刀柄,再将零件中中断的丝锥拧出,并捡查螺纹孔状态。更换丝锥并更改刀补。
将丝锥刀柄手动装入主轴,G53座标z轴退100安全距离。
程序光标移动至丝锥刀号单段加工至中断孔后面一孔取消G53z座标100安全距离正常加工至该刀完成。中断孔用手动攻丝完成

Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com